毎週第2水曜日18:30〜小樽ビール倶楽部開催(予約不要)
3月11日(水)小樽ビール倶楽部ブラウン登場

小樽ビール
毎週第2水曜日18:30〜小樽ビール倶楽部開催(予約不要)

この冬は雪が多く皆様ご苦労も多かったと思います。春へと向かうこの時期はヴァイスがおすすめです。温かな部屋でヴァイスとソーセージが最高です。
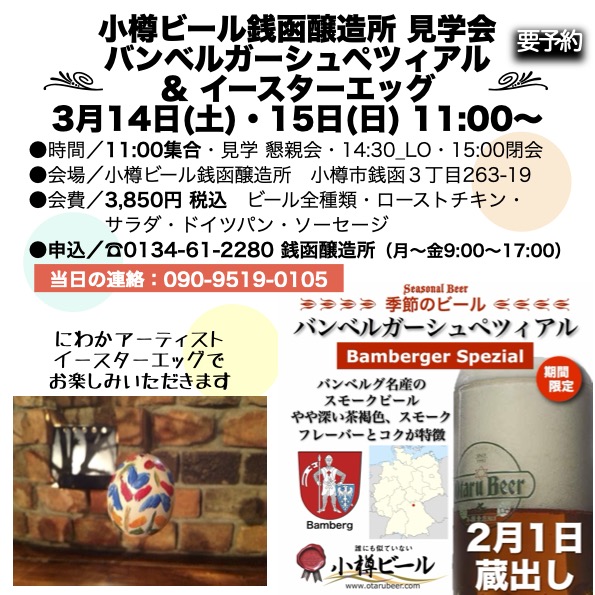
最終盤のバンベルガーシュペツィアルです。バンベルグを代表するラオホ(スモーク)ビール。今年も美味しく出来上がりました。もちろんピルスナー、ドンケル、ヴァイスも美味しくご用意しています。

・「バンベルガァシュペツィアル」は終売しました ・「5L easyKeg」は樽の納入遅延により3月下旬までお休みします。ご理解賜りますようお願い申し上げます。
